

Jak zlepšit rychlost výroby linky na vytlačování teras WPC?
Optimalizace rychlosti výroby pro linky vytlačování teras WPC: Komplexní průvodce
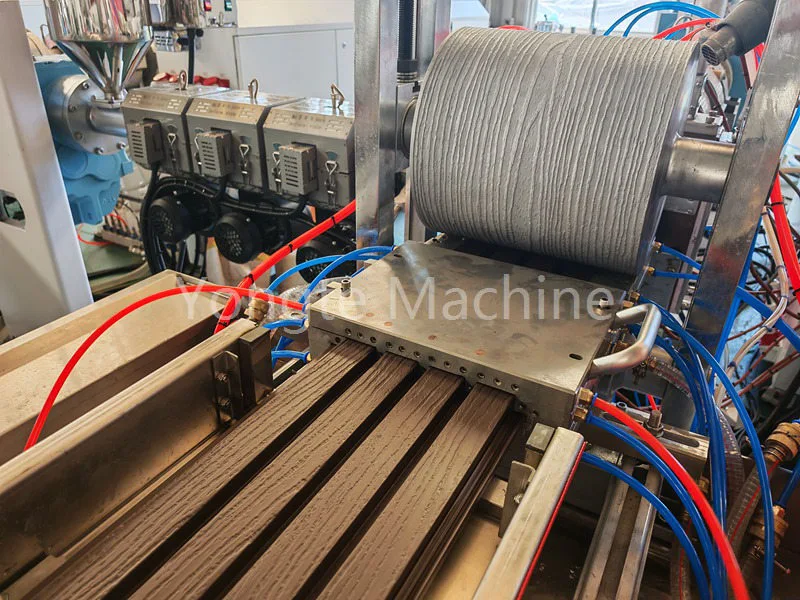
Yongte je profesionální výrobce pro vysokou rychlostWPC terasová vytlačovací linka s vysokou kapacitou pro výrobu vysoce kvalitních WPC terasových produktů. Chcete-li maximalizovat rychlost výroby vWPC terasová vytlačovací linkas se základní strategie zaměřuje na pět vzájemně propojených cílů: stabilizaci účinnosti plastifikace, minimalizaci odolnosti materiálu, umožnění rychlého chlazení, zajištění synchronizace celé linky a snížení prostojů – to vše při dodržování přísných norem kvality produktů.

I. Formulace a předúprava surovin (Základ pro hladké vytlačování)
1. Optimalizujte složení pro zvýšení tekutosti a tepelné stability
· Činidlo pro kompatibilitu/linker: Přidejte dostatečné množství PE/PP roubovaného anhydridem kyseliny maleinové (např. MAH-g-PE), abyste zvýšili přilnavost dřevěného prášku k plastu, a tím omezili aglomeraci a lom taveniny.
· Systém maziv:
o Vnitřní maziva (např. kyselina stearová, PE vosk) snižují viskozitu taveniny, čímž snižují smykové teplo šroubu a zatížení hlavní jednotky.
o Externí maziva (např. parafín, oxidovaný polyethylenový vosk): Snižte tření mezi materiálem a válcem/formou a snižte vytlačovací tlak.
o Celkové přidané množství by mělo být regulováno v rozmezí 1–3 %, aby se zabránilo nadměrnému vnějšímu klouzání, které může způsobit stratifikaci a povrchové vady.
· Výplň a dřevěný prášek: Obsah vlhkosti dřevěného prášku by měl být řízen na ≤ 3 %, s jednotnou velikostí částic (80–120 mesh); aktivovaný uhličitan vápenatý by měl být zvolen pro snížení absorpce oleje a zvýšení viskozity.
2. Míchání a předplastifikace (přední konec)
· Vysokorychlostní míchání za horka v kombinaci s mícháním za studena zajišťuje rovnoměrné míchání bez mrtvých zón, což zabraňuje lokalizovanému „mrtvému materiálu“ nebo aglomeraci.
· Pokud je to možné, lze proces předběžného mletí začlenit do roztavení práškových materiálů do granulí, což zajistí stabilnější podávání, rychlejší plastifikaci a 20–30% zvýšení rychlosti linky.

II. Hostitel a šroub extrudéru (hlavní napájecí jednotka)
1. Optimalizace šroubu a hlavně
· Vysoký poměr stran (L/D=40–48) a paralelní dvojité šneky s vysokým kroutícím momentem jsou vybrány pro zvýšení výkonu ve smyku a míchání, díky čemuž jsou vhodné pro vysoce plněné WPC formulace.
· Kombinace šneků: zvyšte objem dopravní sekce, optimalizujte uspořádání míchacího bloku / smykového bloku, snižte smykové teplo a zlepšujte účinnost dopravy za předpokladu plastifikace.
· Vyhřívání bubnu formy: využívá zónové přesné řízení teploty (PID) s kolísáním teploty ≤±1℃, aby se zabránilo místnímu přehřátí nebo nedostatečné plastifikaci.
2. Přizpůsobení rychlosti a zatížení (klíč ke zrychlení)
· Otáčky motoru: Postupně zvyšujte otáčky při zachování 70 %-90 % jmenovitého točivého momentu a stabilního proudu (systémy PE/PP mohou dosáhnout 150-250 ot./min.).
· Synchronizace podávání: Používá se podavač se ztrátou hmotnosti, který je v uzavřené smyčce propojen s rychlostí otáčení hlavního stroje, aby byla zajištěna rychlost plnění štěrbiny šneku 70 %–90 %, což zabraňuje „rotaci naprázdno“ nebo přetížení.
· Vakuový systém: Udržuje stabilní vysoké vakuum (-0,08 až -0,09 MPa), rychle odstraňuje vodní páru a těkavé složky, snižuje bublinky, zlepšuje kvalitu povrchu a zvyšuje rychlost zpracování.

III. Forma a nastavení (určení maximální lineární rychlosti)
1. Návrh formy a optimalizace průtokového kanálu
· Závěsná hlava a typ rybího ocasu optimalizované simulací CFD mají hladký průtokový kanál a rovnoměrné rozložení tlaku, což může zabránit přilepení materiálu a místnímu přehřátí.
· Mezera matrice je přiměřená a kompresní poměr je mírný (3–5:1), což snižuje vytlačovací tlak a odpor taveniny.
· Ohřev formy: Díky zónové regulaci teploty a dostatečnému topnému výkonu je zajištěno, že teplota taveniny v dutině formy je rovnoměrná a tekutost je konzistentní.
2. Kalibrační systém (hlavní úzké hrdlo pro zlepšení rychlosti)
· Podlouhlý nastavovací stůl (obvykle 8–12 m) zvyšuje chladicí plochu a dobu kontaktu.
· průchod chladicí kapaliny:
o Oběhová voda s vysokým průtokem a nízkou teplotou (15–25 °C) se používá k rychlému rozptýlení tepla a zkrácení doby tuhnutí.
o Vícebodové stříkání ve formě a vakuová adsorpce zajišťují, že profil rychle přilne k formě, zachová rozměrovou stabilitu a zabrání deformaci.
· Vakuová stabilita: Zajišťuje, že profil je plně adsorbován v tvářecí zápustce s rovnoměrným chlazením, což výrazně zvyšuje rychlost trakce.
IV. Trakce, chlazení a zadní část (synchronní po celé linii)
1. Trakční systém
· Víceválcový trakční stroj s vysokým třením je synchronizován s rychlostí hlavního stroje v uzavřené smyčce (PID) s lineárním kolísáním rychlosti ≤±0,1 m/min.
· rychlost vytlačování odpovídající rychlosti tahu: Za předpokladu umožnění chlazení tvarováním postupně zvyšujte trakci, abyste dosáhli „vysokorychlostní vytlačování + vysokorychlostní trakce“.
2. Chladicí systém (sekundární chlazení)
· Rozšiřte nádrž na chladicí vodu (5–10 m), abyste zajistili rychlé ochlazení profilů na pokojovou teplotu po opuštění formovacího stolu, abyste zabránili následné deformaci nebo špatnému řezání.
· Přídavný ventilátor chlazení: Povrchové nucené chlazení vzduchem pro zvýšení účinnosti chlazení.
3. Řezání a paletizace (snížení prostojů)
· Produkce je nepřetržitá bez zastavení.
· Optimalizujte řezné parametry, abyste snížili otřepy a odpad a snížili frekvenci výměn nástrojů a čištění.
· Automatická paletizace / stohování: snižuje ruční zásahy a zvyšuje efektivitu výroby.

V. Řízení a inteligence procesu (stabilizovaná akcelerace)
· Optimalizace teplotní křivky:
o Velec: nízká teplota v plnicí části (anti-mosting) → postupné zahřívání v plastifikační části → konstantní teplota v homogenizační části → mírně vyšší v lisovací hlavě (pro udržení tekutosti).
o Vyhněte se vzoru „nízká přední část, vysoká zadní strana“, abyste předešli nedostatečné plastifikaci a tlakovým špičkám.
· Monitorování tlaku:
Udržujte tlak v lisovací hlavě v rozumném rozsahu (např. 10–18 MPa). Pokud dojde k významným výkyvům tlaku, snižte rychlost nebo zkontrolujte složení/formu.
· Integrované ovládání systému:
PLC spravuje všechny komponenty včetně hostitele, podávání, vakua, trakce, chlazení a řezání pomocí jediného tlačítka start/stop a nastavení parametrů v reálném čase.
· Online kontrola:
laserové měření průměru, zpětná vazba tloušťky/šířky v reálném čase, automatické jemné doladění trakce/teploty, snížení zmetkovitosti a prostojů při úpravách.

Shrnutí
Aby bylo dosaženo komplexní optimalizace, musí vylepšení zahrnovat několik kritických oblastí: předúpravu receptury a surovin, konfiguraci hlavního stroje a šneku pro vytlačování, systémy návrhu a tvarování forem, trakční chlazení a následné procesy, stejně jako řízení procesů a inteligentní systémy řízení. Za prvé, optimalizace složení materiálu pro zvýšení tekutosti a tepelné stability – v kombinaci s přesným mícháním a předplastifikací – vytváří základní základ pro hladké vytlačování. Za druhé, modernizace sestav šroub-hlaveň při zajištění optimálního přizpůsobení rychlosti a zatížení slouží jako klíčový ovladač pro zvýšení rychlosti. Za třetí, sofistikovaný design forem, optimalizace průtokových kanálů a vylepšení vakuového tvarovacího stolu fungují jako kritické předpoklady pro maximalizaci rychlosti linky. Navíc následná optimalizace procesů – zahrnující trakční systémy, chladicí linky a automatizované řezání/paletizaci – usnadňuje synchronizaci celé linky a minimalizuje prostoje ve výrobě. A konečně, pokročilé řízení procesů a inteligentní technologie zajišťují stabilní a konzistentní výrobu, čímž dochází k udržitelnému zlepšování rychlosti bez kompromisů v kvalitě produktu.
Související novinky
- Vyzkoušejte výrobu kokosové skořápky do WPC terasy
- Stroj na drcení a drcení dřevěného prášku s vysokou výtěžností a úsporou energie: Yongte prošel evropským klientem při přijímání výkonu na místě
- Vysoce výkonný WPC granulátor pro evropské klienty
- Linka na vytlačování plastového řeziva pro pevné panely o tloušťce 50 mm
- Yongte dokončuje linku na vytlačování zárubní WPC z masivní pěny pro indického klienta
- Může stroj na plastové řezivo Yongte vyrábět různé tvary a velikosti plastového řeziva?
Nechte mi zprávu











