

Technické řešení pro řešení nevyvážené rychlosti vytlačování čtyřdutinové linky na vytlačování plastových profilů
Technické řešení pro řešení nevyvážené rychlosti vytlačování čtyřdutinové linky na vytlačování plastových profilů
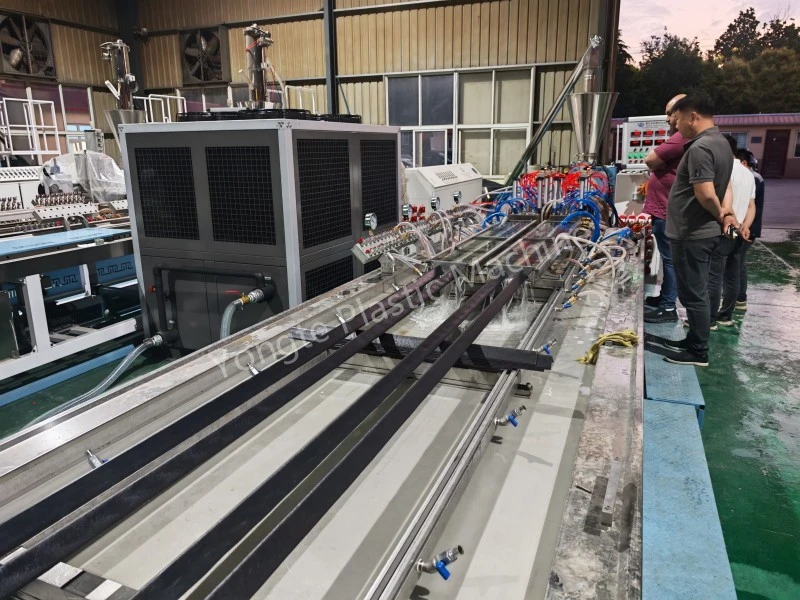
Ve výrobním procesu vytlačování plastových profilů se čtyřmi dutinami je nevyvážená rychlost vytlačování mezi čtyřmi dutinami běžným technickým problémem. Tento problém přímo způsobí nekonzistentní rozměrovou přesnost výrobku, nerovnoměrnou tloušťku stěny, vadné profily a sníženou výtěžnost výroby, což vážně omezí stabilitu a efektivitu hromadné výroby. Na základě skutečných výrobních materiálů a specifikací produktů zákazníků vyvinul inženýrský tým Yongte cílené profesionální optimalizované schéma návrhu matrice a podpůrného systému, které důkladně vyřeší problém nekonzistentní provozní rychlosti čtyřdutinových profilů a realizuje vysoce přesnou, stabilní a synchronní výrobu čtyřdutinových vytlačovacích linek.
1. Pozadí technických problémů
Tradiční integrované čtyřdutinové vytlačovací lisy mají integrální strukturu pro řízení ohřevu a průtoku. Rychlost vytlačování čtyř dutin je během kontinuální výroby ovlivněna faktory, jako je nerovnoměrné rozložení toku taveniny, teplotní odchylky místních oblastí lisovnice a chyby při montáži při zpracování. Odchylka rychlosti mezi dutinami povede k rozdílům v rychlosti tváření profilu a smrštění při chladnutí, což má za následek vady kvality šarže, jako je zborcení, deformace, velikost mimo toleranci a nerovnoměrná rovinnost povrchu hotových výrobků, které nemohou splňovat vysoké standardní požadavky na výrobu plastových profilů.
2. Profesionální optimalizované schéma návrhu
V kombinaci s charakteristikami surovin zákazníka, parametry struktury produktu a výrobními podmínkami na místě provedli inženýři Yongte cílený přizpůsobený návrh konstrukce matrice, řízení toku, trakčního řezání a pomocného dopravního systému s podrobnými technickými řešeními takto:
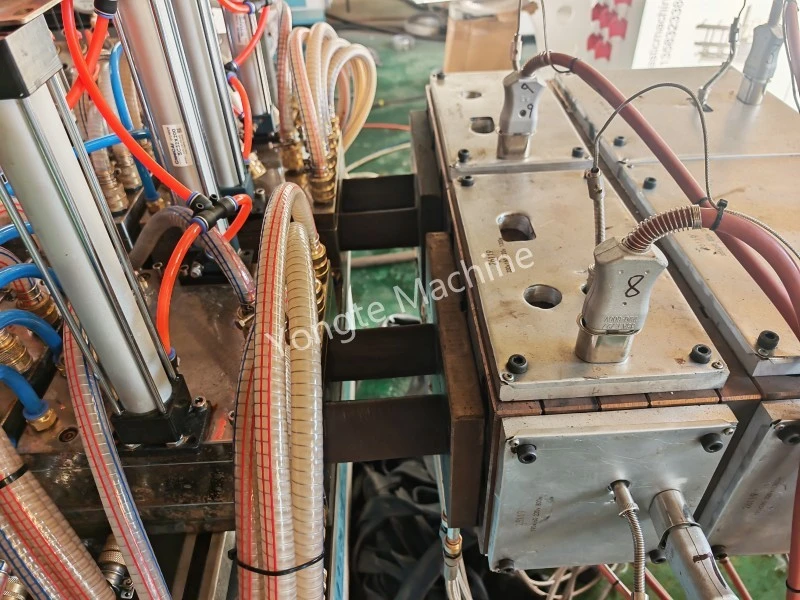
2.1 Struktura těla dvojité matrice s nezávislým řízením teploty
Původní integrální čtyřdutinové tělo zápustky je optimalizováno na aduální nezávislá struktura těla matrice, přičemž každé tělo formy je vybaveno dvěma vytlačovacími dutinami. Dvě sady těles zápustek jsou zcela nezávislé v konstrukčním návrhu a systému regulace teploty. Každé tělo matrice je konfigurováno s nezávislým topným modulem a jednotkou pro řízení teploty, které mohou realizovat samostatné přesné nastavení teploty a řízení konstantní teploty. Tato konstrukce účinně řeší problém nekonzistentní tekutosti taveniny způsobenou integrální odchylkou teploty matrice, stabilizuje stav tavení plastu každé dutiny ze zdroje a odstraňuje základní příčinu rozdílu rychlosti mezi různými tělesy matrice.

2.2 Nezávislý mechanismus pro nastavení průtoku pro jedno těleso zápustky
Každé nezávislé těleso matrice je vybaveno speciální maticí pro nastavení průtoku. Pro odchylku rychlosti dvou dutin uvnitř stejného jediného těla matrice způsobenou malými rozdíly průtoku a chybami montáže lze provést jemné nastavení on-line pomocí matice pro nastavení průtoku. Přesným nastavením toku přivádění taveniny jedné dutiny může být rychlost vytlačování dvou dutin ve stejném tělese formy udržována zcela synchronní, čímž se realizuje mikroúrovňová kalibrace rychlosti dutiny a zajišťuje rovnoměrnost výstupu vytlačování a rychlosti tváření každé dutiny ve stejné skupině.
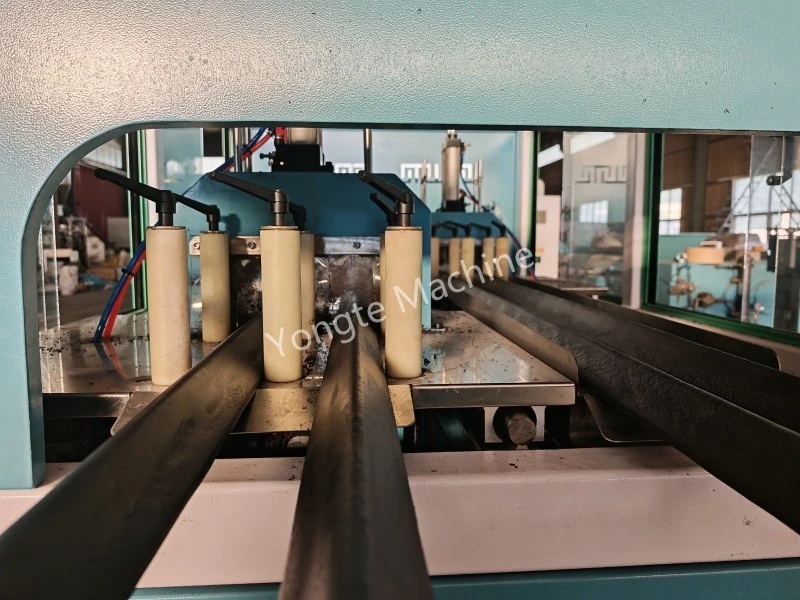
2.3 Duální nezávislý systém regulace rychlosti trakce
Dvě sady nezávislých trakčních systémů jsou nakonfigurovány tak, aby odpovídaly duálnímu tělesu matrice a uspořádání dutiny ve dvou skupinách. Na rozdíl od tradičního režimu jediné trakce, který pohání čtyři dutiny současně, pracují dvě sady trakčního zařízení nezávisle se samostatnými programy regulace rychlosti. Systém může nezávisle upravit rychlost tahu dvou skupin dvoudutinových profilů podle skutečné rychlosti vytlačování dvou těles zápustek, realizovat dynamické přizpůsobení rychlosti vytlačování a rychlosti tahu, zamezit roztahování profilu, smršťování a rozměrové odchylce způsobené asynchronní trakcí a dále zajistit celkovou konzistenci rychlosti čtyř dutin.

2.4 Nezávislý řezací systém s pevnou délkou
V souladu s dvouskupinovou vytlačovací a tažnou strukturou jsou dvě sady nezávislých řezacích systémů vybaveny pro samostatné řezání s pevnou délkou. Každý řezací systém nezávisle sleduje a přizpůsobuje rychlost chodu a zdvih posuvu odpovídající skupiny profilů. Nezávislý režim řízení řezání eliminuje chybu řezání a délkovou nekonzistenci způsobenou jednotným řezáním profilů s nepatrnými rozdíly v rychlosti, zajišťuje přesnost řezání s pevnou délkou každého profilu dutiny a zlepšuje míru kvalifikace produktu.
2.5 Přizpůsobení systému automatické přepravy a stohování
Jsou konfigurovány dvě sady nezávislých dopravních a stohovacích regálů, které jsou přesně sladěny s duálními řezacími systémy. Po dokončení řezání pevné délky řezacím zařízením dopravní a stohovací zařízení automaticky dokončí příjem materiálu, dopravu a stohování odpovídající skupiny profilů. Synchronní a nezávislý provoz dopravního systému zabraňuje hromadění materiálu, vytlačování a dopravním zmatkům způsobeným asynchronní rychlostí různých profilů dutin, zajišťuje hladký a nepřetržitý provoz celé výrobní linky a realizuje automatizovanou a uspořádanou výrobu.

3. Technické výhody a produkční efekty
Prostřednictvím výše uvedeného systematického přizpůsobeného designu je problém nekonzistentní čtyřdutinové rychlosti vytlačování při výrobě plastových profilů zcela vyřešen. Nezávislá regulace teploty s dvojitou matricí + jemné nastavení průtoku v jedné skupině + duální nezávislý systém trakce a řezání tvoří plně propojenou kalibraci rychlosti a synchronní řídicí systém. Schéma má následující významné výhody: za prvé, realizuje zdroj řízení toku taveniny a teploty a eliminuje počáteční rozdíl rychlosti vytlačování; za druhé, realizuje dynamické jemné nastavení rychlosti ve výrobním procesu pro zajištění dlouhodobého synchronního provozu čtyř dutin; za třetí, odpovídající automatizovaný pomocný systém zlepšuje stabilitu výroby a konzistenci hotových výrobků.
Po ověření výroby na místě tato optimalizovaná konstrukce účinně snižuje rozměrovou toleranci a míru vad tváření čtyřdutinových profilů, zlepšuje celkovou stabilitu výroby a efektivitu výroby vytlačovací linky a je vhodná pro dlouhodobou a velkoobjemovou standardizovanou výrobu různých plastových profilů.

Související novinky
- 4 Výrobní linka na výrobu dutinových plastových profilů Dodávka do Jordánska po úspěšném uvedení do provozu
- Profesionální řešení pro žloutnutí, šmouhy a křehké praskání dřevěných a plastových kompozitních povrchů dveří
- 4 Vytlačovací stroj z recyklovaného plastového profilu s dutinami Dosahujte vysoké rychlosti 8 metrů za minutu
- Řešení problémů s výrobou extruderů WPC
- Jaký materiál lze použít ve stroji Yongte WPC?
- Výrobní linka na recyklaci odpadního textilu úspěšně testována
Nechte mi zprávu











