

Proč selhala pěna ve výrobní lince zárubní WPC?
Řešení pro řešení problému nepění při výrobě zárubní WPC
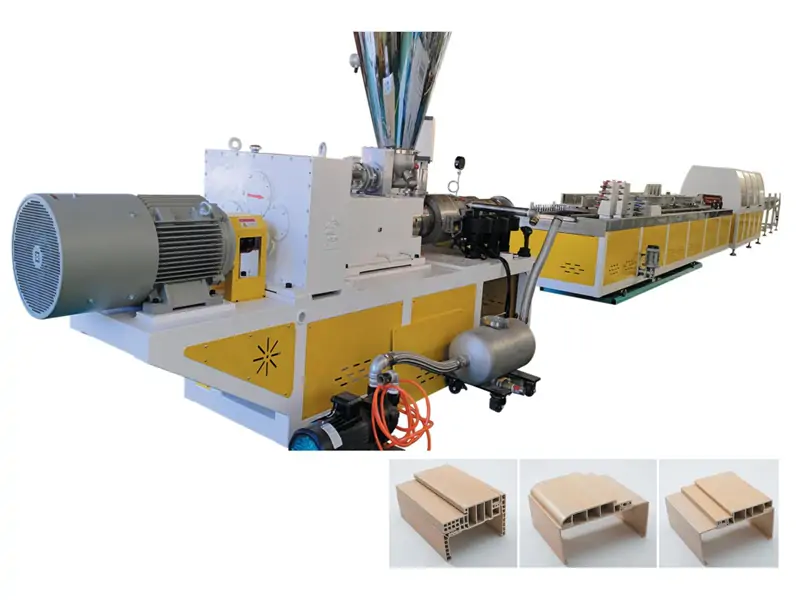
YongteStroj na výrobu zárubní WPCvyrábí vysoce kvalitní zárubně z kompozitního materiálu PVC-dřevo technologií vypěňování. Toto nejmodernější zařízení kombinuje přesné moduly pro regulaci teploty a speciální nastavení šroubů k dokonalému spojení PVC matrice a dřevěných vláken. Mezitím jeho pěnový systém zaručuje rovnoměrné rozložení buněk, což zlepšuje jak konstrukční pevnost, tak tepelně izolační vlastnosti hotových zárubní.
Mnoho operátorů však naráží na potíže s tvorbou pěny během výroby, což má za následek nadměrnou hmotnost produktu a následně vyšší výrobní náklady – faktory, které mohou vést k vyloučení trhu. Na základě dlouholetých zkušeností v oboru sestavili a analyzovali inženýři Yongte následující řešení k řešení problému tvorby pěny. Níže uvedené důvody vysvětlují, proč dřevoplastové zárubně při vytlačování nevypěňují, a nastiňují kroky pro provedení samokontroly.
I. Problémy se složením a surovinami (nejčastější)
1. Vadné nebo nedostatečné pěnidlo
· Fenomén: Žádná expanze po vyhození formy; extrémně vysoká hustota; tvrdá textura.
Příčiny a řešení pěnotvorných činidel
|
Příčiny |
Řešení |
|
Nedostatečné dávkování pěnidla (AC/NC/OBSH) (normální rozsah: 0,8–1,5 kg na 100 kg PVC) |
Zvyšte množství pěnidla o 0,2–0,3 kg na dávku; postupně upravte na 1,0–1,2 kg na 100 kg PVC.
|
|
Pěnidlo vykazuje hygroskopičnost, shlukování, exspiraci nebo prudký pokles účinnosti rozkladu. |
Vyměňte za novou dávku pěnidla a skladujte ji v suchém prostředí. |
|
Absence aktivátorů (jako je ZnO nebo ZnSt) má za následek příliš vysoké teploty rozkladu a neúplný rozklad. |
Přidejte 0,1–0,3 kg ZnO jako aktivátor pro snížení teploty rozkladu. |
2. Nevyvážený regulátor pěnění (např. ACR nebo regulátor pěnění)
· Fenomén: Buď nedochází k žádnému pěnění, nebo pěnění způsobuje hrubou buněčnou strukturu nebo kolaps buněk.
Aplikace regulátoru pěnění a roztoku
|
Regulátor pěnění |
Prezentace problému |
Řešení |
|
Nedostatečné dávkování
|
Nízká pevnost taveniny → Selhání zachycení plynů → Absence pěny nebo prasknutí bublin |
1. Standardní dávkování: 5–8 kg (ACR530) 2. Pokud nedojde k pěnění: Přidejte 0,5–1 díl modifikátoru pro zvýšení pevnosti taveniny 3. Pokud stále nedochází k pěnění: Snižte dávku modifikátoru o 0,3–0,5 kg, abyste snížili viskozitu taveniny |
|
Nadměrné dávkování |
Nadměrná viskozita taveniny → Omezená expanze bublin → Vysoká hustota bez pěnění |
1. Standardní dávkování: 5–8 kg (ACR530) 2. Pokud nedojde k pěnění: Přidejte 0,5–1 díl modifikátoru pro zvýšení pevnosti taveniny 3. Pokud stále nedochází k pěnění: Snižte dávku modifikátoru o 0,3–0,5 kg, abyste snížili viskozitu taveniny |
Ó
3. Nevyvážený mazací systém (nesprávný vnitřní/vnější poměr prokluzu)
· Fenomén: Rychlá nebo pomalá plastifikace; selhání expandování po vyhození formy; ztmavený povrch.
Problémy a řešení mazání v procesu pěnění
|
Problém |
Příčina |
Účinek |
Řešení |
|
Nadměrný vnitřní skluz |
Rychlá plastifikace a předčasné pěnění |
Uvolnění tlaku na matrici; žádné pěnění po vyjmutí z formy |
Snižte vnitřní skluz a zvyšte vnější skluz |
|
Nadměrný vnější skluz |
Nízká viskozita taveniny a špatné zachycování plynu |
Nepěnění |
Typický poměr maziva: vnitřní skluz (kyselina stearová) 0,5–0,9 kg; vnější skluz (PE vosk nebo OPE) 0,3–0,8 kg |
|
Nedostatečné mazání |
Špatná plastifikace, vysoký točivý moment, nerovnoměrné rozložení teplot |
Neúplný rozklad pěnidla |
Zvyšte vnitřní skluz a minimalizujte vnější skluz |
Ó
4. Nadměrné plnivo, dřevitá moučka nebo recyklovaný materiál
· Fenomén: Příliš suchý materiál; špatný tok taveniny; potíže s pěněním.
Problém a řešení výplně
|
问题 |
解决方案 |
|
Celkové množství plniva (dřevěná moučka + uhličitan vápenatý) přesahující 180–220 kg nebo poměr recyklovaného materiálu >30–50 % vede k příliš vysoké pevnosti taveniny a špatné difúzi plynu. |
Omezte poměr recyklovaného materiálu na ≤ 30 %; kontrolovat celkový obsah plniva v rozmezí 150–200 kg. |
|
Nevysušená dřevitá moučka (obsah vlhkosti >2 %) → snížená absorpce tepla, zhoršená plastifikace a interference s pěněním. |
Dřevěnou moučku sušte při 80–120 °C po dobu 2–4 hodin, abyste dosáhli obsahu vlhkosti < 0,5 %. |
Ó
5. Nedostatečný nebo nekvalitní tepelný stabilizátor
· Fenomén: Místní přehřátí, žloutnutí, předčasný rozklad pěnidla a nevypěnění při vyhození formy.
· Řešení:
o • Použijte olovnatou sůl nebo stabilizátor vápník-zinek v množství 4,5–6 kg pro zajištění stability při vysokých teplotách.
• Zvažte přeformulování stabilizačního systému, aby se zabránilo předčasnému rozkladu a nerovnováze mazání.
II. Parametry procesu vytlačování (teplota / tlak / rychlost šneku)
1. Nesprávný teplotní profil (primární příčina procesu)
· Typické problémy s teplotou nepění:
Problém s teplotou a výsledek
|
Problém s teplotou |
ovlivnit |
Výsledek |
|
Teplota sudu je příliš nízká |
pěnidlo se nerozkládá |
žádné pěnění |
|
Příliš vysoká teplota přední zóny |
předčasné pěnění |
ztráta vnitřního tlaku v matrici; žádná expanze po demontáži |
|
Nedostatečná teplota dutiny formy |
příliš tuhá tavenina |
bubliny se nemohou rozpínat |
· Doporučený teplotní profil (kónický dvoušnekový extrudér):
o • Zóna podávání: 140–155 °C (aby se zabránilo předčasnému pěnění).
o • Zóna tavení/komprese: 160–175 °C (okno rozkladu pěnidla).
o • Oblast ocasu/příruby hlavně: 165–178 °C.
· • Raznice/hubice: 160–172 °C (o 5–10 °C nižší než teplota válce).
Doporučená teplota pro každou zónu
|
zóny |
Návrh teploty(jednotka:°C) |
Poznámka |
|
Zóna krmení |
140–155 |
aby se zabránilo předčasnému pěnění |
|
Zóna tavení/komprese |
160–175 |
okno rozkladu pěnidla |
|
Zóna ocasu hlavně/příruby |
165–178 |
- |
|
Die/mouth die |
160–172 |
o 5–10 °C nižší než teplota sudu |
· Postup úpravy:
1. • Nejprve zvyšte teplotu o 5–10 °C a sledujte, zda se nezačne pěnit.
2. • Pokud stále nepění: zvyšte teplotu zóny tání o 5–8 °C.
3. • Pokud dojde k předčasnému pěnění: snižte teplotu podávací zóny o 5–10 °C.
2. Nesoulad rychlosti šneku a podávání
Problém a řešení rychlosti šroubu
|
Problém s rychlostí šroubu |
Projev problému |
Řešení |
|
Nedostatečná rychlost šroubu |
Špatná plastifikace a prodloužená doba zdržení → předčasné pěnění nebo rozpouštění plynu |
Normální provozní rozsah: 18-28 ot./min; pro nepěnivé podmínky zvyšte otáčky o 3-5 ot./min., abyste zlepšili smykové a plastifikační vlastnosti. |
|
Rychlost šroubu je příliš vysoká. |
Smykové přehřátí a rychlá plastifikace → předčasné pěnění |
Normální provozní rozsah: 18-28 ot./min; pro předčasné napěnění snižte otáčky o 3-5 ot./min., abyste oddálili plastifikaci. |
|
Nesoulad rychlosti podávání a rychlosti vytlačování
|
Tlaková nestabilita
|
Normální provozní rozsah: 18-28 ot./min |
Ó
3. Nedostatečný tlak uvnitř formy
· Fenomén: Žádná expanze po vyhození formy; vysoká hustota.
· Příčiny:
o • Nadměrná mezera mezi matricí; nedostatečný kompresní poměr; předčasné uvolnění tlaku.
· Řešení:
o • Přiměřeně zmenšete mezeru matrice a zvyšte tlak hlavy.
• Zkontrolujte, zda vakuový systém netěsní nebo není příliš evakuován.
III. Problémy s vybavením a matricí
Problém a řešení stroje
|
Problém se strojem |
Popis problému |
Řešení |
|
Opotřebení šroubu extrudéru |
Snížený kompresní poměr, špatná plastifikace, nízký tlak |
vyměnit nebo opravit šroub |
|
Nepřesná regulace teploty |
Skutečná teplota se liší od zobrazené hodnoty o >10°C |
překalibrovat termočlánky |
|
Design žlabu formy |
Mrtvé zóny, hromadění materiálu nebo nerovnoměrné rozložení teplot |
vyleštit, vyčistit a/nebo přidat topné pásy |
|
Výfukový/podtlakový systém |
Nadměrné odsávání → odstranění pěnivého plynu |
snížit podtlak |
IV. Rychlé kroky pro odstraňování problémů (v pořadí priority)
1. Analýza pásu materiálu:
o • Úplný nedostatek expanze po vyhození formy → nedostatečné pěnidlo, nerozložené pěnidlo nebo příliš nízká teplota.
o • Tvorba bublin uvnitř formy, ale žádná expanze po vyjmutí z formy → předčasné pěnění (nadměrné teplo v přední zóně nebo nadměrné vnitřní prokluzování).
2. Kontrola předpisu:
o • Je dávkování pěnidla + aktivátoru dostatečné?
o • Je dávkování regulátoru pěny v rozmezí 5–8 kg?
o • Je vnitřní skluz příliš velký?
o • Je obsah recyklovaného materiálu nebo plniva nadměrný?
3. Úprava s jedním parametrem (upravte vždy pouze jeden parametr):
o Krok 1: Zvyšte teplotu zóny tání o +5–10 °C; pozorovat.
o Krok 2: Zvyšte regulátor pěnění o +0,5 kg.
o Krok 3: Snižte vnitřní skluz o –0,2 kg a zvyšte vnější skluz o +0,2 kg.
o Krok 4: Zvyšte rychlost šroubu o +3–5 ot./min.
4. Testování a ověřování:
o • Po každé úpravě stabilizujte vytlačování po dobu 10–15 minut před odběrem vzorků.
• Vyhodnoťte hustotu, buněčnou strukturu (rovnoměrnost pórů) a povrchové měřítko.
· Doporučené složení pro dřevoplastové zárubně (na 100 kg PVC):
o • Pěnidlo (AC): 1,0–1,2 kg + ZnO: 0,2 kg
o • Regulátor pěnění: 6–7 kg
o • Vnitřní mazivo (kyselina stearová): 0,6–0,8 kg
o • Vnější mazivo (PE vosk): 0,4–0,6 kg
o • Plnivo (suchá báze): 60–80 kg
o • Recyklovaný materiál: ≤30 %
Související novinky
- Řešení problémů s výrobou extruderů WPC
- Jaký materiál lze použít ve stroji Yongte WPC?
- Výrobní linka na recyklaci odpadního textilu úspěšně testována
- Porovnání vnitřního WPC vs venkovního WPC
- Oznámení o přijetí zkušebního zařízení pro projektové vybavení recyklace a opětovného využití odpadního oblečení
- Řešení recyklace sáčků na cement Yongte: Přeměňte odpad na vysoce kvalitní plastové plotové sloupky
Nechte mi zprávu











